Choosing the right filament is the single most critical decision in Fused Deposition Modeling (FDM) 3D printing. The success or failure of a 3D printed part does not just depend on a calibrated printer or perfect slice settings; it is heavily dictated by the polymer chemistry of the raw filament. If you select a brittle material for a high-impact mechanical component, or an amorphous polymer with low thermal resistance for an automotive enclosure, the part will quickly deform, melt, or break in its working environment. Understanding the precise trade-offs between the four main FDM materials—PLA, PETG, ABS, and ASA—is essential for engineering functional, long-lasting components.
As the owner and lead technician of 3D Print Book, I operate a dedicated local print farm featuring a wide array of FDM machines. Over the years, I have tested countless filament brands and compounds to manufacture mechanical linkages, load-bearing frames, outdoor sensors, and high-detail display models. In this comprehensive comparison, I will break down the structural, thermal, and chemical differences of these four materials. I will also share actionable print farm insights so you can select the exact material properties required for your specific projects.
Why compare FDM 3D printing materials?
Choosing the right filament ensures that your 3D printed parts survive their environment. We compare the mechanical, thermal, and chemical properties of the four most popular filaments to help you match polymer characteristics with functional design requirements. By evaluating factors like tensile strength, impact resistance, glass transition temperature, and UV stability, you prevent premature part failure and optimize material costs.
When selecting a filament, it is easy to default to whatever spool is already loaded on your machine. However, the physical environment in which your part will operate dictates the chemical structure required. For instance, parts used in direct sunlight are subjected to ultraviolet (UV) radiation, which degrades chemical bonds. Indoor mechanical gears, on the other hand, require high fatigue resistance and low friction. High-temperature environments near engines or electronics require heat deflection to prevent sagging. By understanding these thermal and physical characteristics, we can map out a reliable engineering framework. To understand the general landscape of thermoplastic behaviors under heat and stress, feel free to refer to our comprehensive materials guide.
Additionally, printability is a major factor. Some materials print easily on open-frame, inexpensive desktop machines, while others require high-temperature nozzles, heated beds, active ventilation, and fully enclosed build chambers. Choosing a material that matches both your performance requirements and your printer’s hardware capabilities is essential to prevent failed prints, jammed nozzles, or severe warping. If you are struggling with parts detaching mid-print or separating between layers, you can read our technical guide on how to improve 3D print layer adhesion to maximize inter-layer fusion.
PLA vs. PETG vs. ABS vs. ASA: The Ultimate Comparison Table
A detailed table comparing print temperature, tensile strength, UV resistance, and ease of printing. PLA is the easiest to print, PETG offers excellent toughness, ABS is highly heat-resistant, and ASA provides outstanding weather resistance.
This comparison table compiles standard performance metrics across the four filaments. Please note that these numbers are based on average, unmodified industrial polymers printed under optimal structural settings (higher nozzle temperature, lower fan speed, and moderate printing speeds):
| Property / Metric | PLA (Polylactic Acid) | PETG (PET Glycol-modified) | ABS (Acrylonitrile Butadiene Styrene) | ASA (Acrylonitrile Styrene Acrylate) |
|---|---|---|---|---|
| Print Temp (Nozzle) | 190°C – 220°C | 230°C – 250°C | 240°C – 260°C | 245°C – 265°C |
| Bed Temp | 40°C – 60°C (Optional) | 70°C – 85°C | 95°C – 110°C | 95°C – 110°C |
| Enclosure Required? | No (Open-frame preferred) | No (Open-frame preferred) | Yes (Mandatory) | Yes (Mandatory) |
| Tensile Strength (MPa) | 50 – 65 MPa (High but brittle) | 40 – 50 MPa (Tough, flexible) | 35 – 45 MPa (Tough, impact-resistant) | 40 – 48 MPa (Tough, weather-resistant) |
| Glass Transition ($T_g$) | 55°C – 60°C | 75°C – 80°C | 100°C – 105°C | 100°C – 105°C |
| UV Resistance | Poor (Degrades outdoors) | Moderate | Very Poor (Yellows/brittles) | Excellent (UV-stable) |
| Shrinkage / Warping Risk | Very Low (Under 0.2%) | Low (0.2% – 0.5%) | High (1.2% – 1.8%) | Moderate to High (1.0% – 1.5%) |
| Chemical Smoothing? | No | No | Yes (Acetone vapor) | Yes (Acetone vapor) |
| Odor / Fumes | None (Sweet, non-toxic corn scent) | None (Odorless) | Strong, toxic (Styrene fumes) | Moderate, toxic (Styrene fumes) |
Deep Dive into Filament Materials
To fully grasp when and how to deploy these materials on your FDM printers, we must analyze their unique chemical structures, mechanical properties, and printing behaviors in detail.
1. PLA (Polylactic Acid) - The King of Printability and Detail
PLA is a thermoplastic polyester derived from renewable resources such as corn starch or sugarcane. It is the most popular starting material in the 3D printing industry because it has a very low thermal contraction rate, meaning it barely warps or shrinks as it cools. You can print large, complex, flat-bottomed models on a standard desktop printer without an enclosure and without a heated bed.
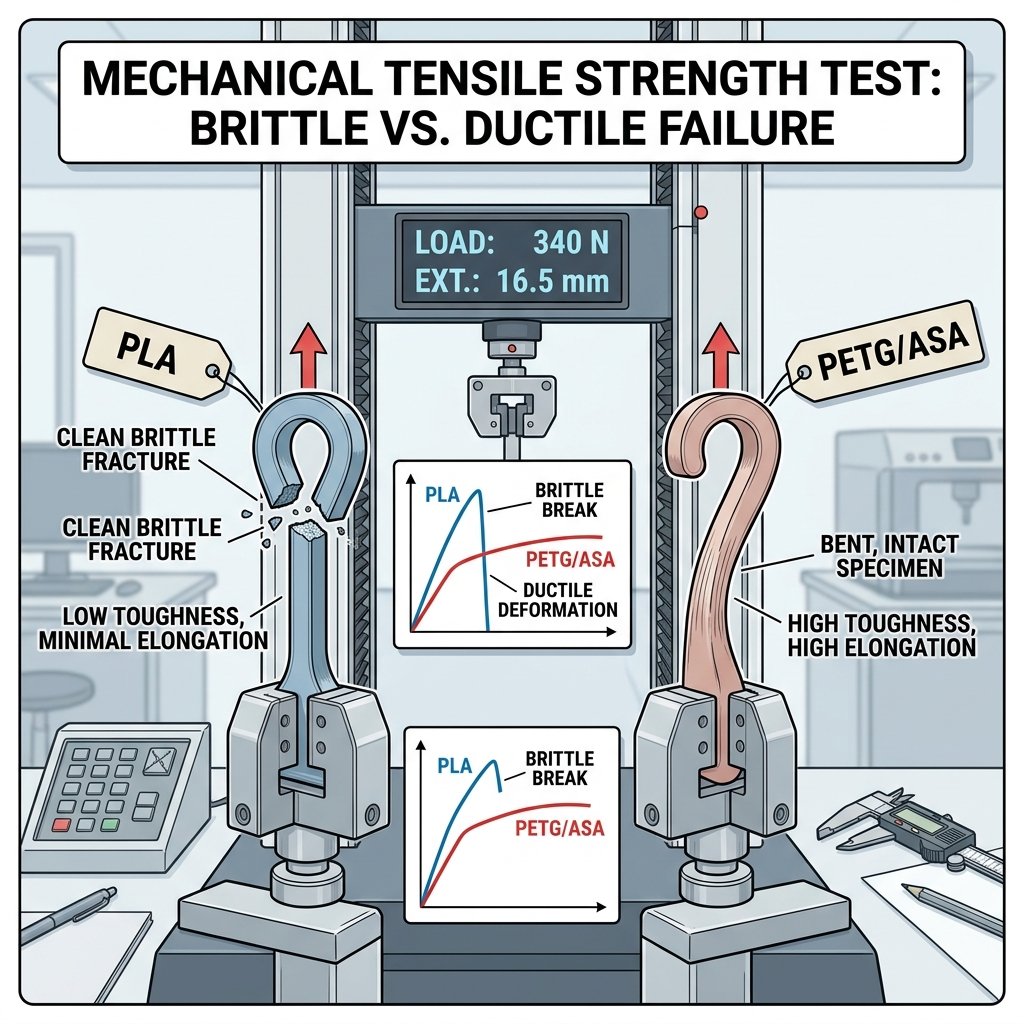
Mechanically, PLA is surprisingly strong. In fact, it often exhibits higher raw tensile strength under static, slow-moving loads than PETG or ABS. However, PLA is highly amorphous and lacks flexibility, which makes it extremely brittle. If you subject a PLA part to a sudden impact or a sharp bend, it will not deform plastically; instead, it will shatter along the layer lines. Furthermore, PLA has an incredibly low glass transition temperature ($T_g$) of only 55°C to 60°C. If you leave a PLA print in a hot car during summer or place it near a household heat register, the plastic will soften, sag, and warp under its own weight. PLA is also susceptible to outdoor degradation, as moisture, heat, and ultraviolet radiation break down its organic starch bonds over time.
2. PETG (Polyethylene Terephthalate Glycol-modified) - The Tough All-Rounder
PETG is a glycol-modified version of Polyethylene Terephthalate (PET), the plastic commonly used to manufacture water bottles. The addition of glycol to the chemical chain prevents the polymer from crystallizing, which makes the raw filament clearer, less brittle, and easier to extrude through a nozzle. PETG is widely considered the bridge material between aesthetic PLA and industrial ABS.
PETG is highly praised for its exceptional toughness and impact resistance. Unlike PLA, which shatters under stress, PETG has a high elongation-at-break, allowing it to bend slightly and absorb impact energy before failing. It also features incredible chemical resistance, standing up to acids, bases, alcohols, and mild solvents. PETG has a higher thermal limit than PLA, with a glass transition temperature of roughly 75°C to 80°C, making it suitable for functional brackets, mechanical gears, and indoor electronic housings. However, PETG is highly hygroscopic (absorbs moisture from the air rapidly) and is prone to severe stringing and oozing. Printing PETG requires slow wall speeds, low active cooling, and well-calibrated retraction settings to prevent thin wisps of plastic from ruining the surface cosmetics.
3. ABS (Acrylonitrile Butadiene Styrene) - The Industrial Veteran
ABS is an oil-based engineering thermoplastic that has been used in injection molding for decades (it is the material used to manufacture LEGO bricks). It offers an excellent balance of impact resistance, surface hardness, and thermal endurance. ABS has a high glass transition temperature of 100°C to 105°C, meaning it can survive harsh environments, mechanical friction, and boiling temperatures without losing its shape.
One of the primary advantages of ABS is its susceptibility to acetone. By exposing a printed ABS part to acetone vapor, you can dissolve and melt the outer layers slightly. This chemical post-processing fuses the layers together, erasing layer lines completely and creating a glossy, watertight finish that resembles an injection-molded product. However, printing ABS on a standard 3D printer is incredibly challenging. ABS has a high shrinkage rate (up to 1.8%), which causes it to contract rapidly when exposed to cool room drafts. Without a heated print bed and a sealed, heated enclosure, ABS parts will curl, lift, and split along the layer lines. Furthermore, heating ABS releases volatile organic compounds (VOCs) and toxic styrene fumes, requiring active air filtration or printing in well-ventilated, unoccupied spaces.
4. ASA (Acrylonitrile Styrene Acrylate) - The Ultimate Outdoor Engineering Filament
ASA is an acrylic ester-modified version of ABS. It was specifically formulated by chemists to replace ABS in applications where outdoor weathering and ultraviolet light exposure are factor. While the chemical backbone of ABS contains butadiene (which breaks down easily when bombarded by UV rays), ASA swaps this out for an acrylic ester, creating a highly robust chemical structure that is completely UV-stable.
ASA matches ABS in almost every mechanical, thermal, and chemical category. It has the same high glass transition temperature (100°C to 105°C), the same high impact resistance, and can also be chemically smoothed using acetone vapor. However, because it is UV-stable, ASA will not yellow, fade, turn brittle, or degrade under direct sunlight, making it the premier choice for outdoor automotive parts, sensor housings, garden tools, and marine equipment. While ASA is slightly easier to print than ABS because it has a slightly lower shrinkage rate, it still absolutely requires a heated bed (95°C to 110°C) and a draft-free enclosure to prevent warping on medium-to-large prints. It also releases styrene fumes during printing, though slightly less pungent than those of ABS.
When to choose PLA, PETG, ABS, or ASA for your project
Choose PLA for high-detail models and aesthetics, PETG for tough functional indoor components, ABS for heat-resistant enclosures inside closed environments, and ASA for weather-resistant outdoor mechanical parts.
To help you match your project requirements with the right filament, I have compiled a set of direct scenarios that we regularly encounter at the 3D Print Book farm:
- Choose PLA when: You are printing visual prototypes, architectural maquettes, highly detailed figures, tabletop game pieces, or large cosmetic components. PLA is the best option when dimensional accuracy, surface finish, and complex geometries are more important than mechanical strength, impact tolerance, or heat resistance.
- Choose PETG when: You need functional parts for indoor use that require impact resistance, toughness, and chemical endurance. PETG is ideal for custom mechanical gears, dust collector adaptors, camera brackets, structural enclosures, and chemical containers. It provides an excellent blend of strength and accessibility without the need for an enclosed printer.
- Choose ABS when: You are manufacturing mechanical parts that will operate in high-temperature environments, such as enclosed electronic boxes, internal components for custom 3D printers, or non-UV-exposed machinery parts. ABS is also the preferred choice if you plan to use acetone vapor smoothing to create a perfectly glossy, airtight, or food-safe surface.
- Choose ASA when: You are creating end-use components designed for outdoor environments or direct exposure to weather. Typical applications include car mirror housings, drone frames, solar panel brackets, weather station boxes, or outdoor signage. ASA provides all the strength and thermal benefits of ABS without the risk of UV degradation.
"A common mistake I see clients make is requesting ABS for outdoor brackets simply because they associate the name with strength. In reality, ABS degrades rapidly under sunlight, turning brittle in a matter of months. For any outdoor mechanical part, we always steer clients toward ASA, which maintains its structural integrity and color for years under harsh UV exposure." — Dinu Suciu, Lead Technician at 3D Print Book
Filament Printing Guidelines
To ensure success when printing these materials, it is important to calibrate your slicer settings. Below is a detailed troubleshooting and print guide for each filament type, based on my farm experience:
Extrusion Temperature Control
Thermoplastic viscosity dictates how well layers fuse together. If you print PLA at 190°C, the viscosity is high, resulting in poor layer fusion. Printing it at 215°C reduces viscosity, allowing the polymer chains to interpenetrate. For PETG, we print at 240°C–250°C and limit the active cooling fan to 20% to allow the material to cool slowly and form strong molecular bonds. ABS and ASA must be printed at 250°C–260°C inside a closed chamber to keep the ambient temperature high and prevent thermal stress cracking.
Moisture Management
Hygroscopic filaments absorb water molecules from ambient air. This water boils inside the nozzle during printing, creating steam bubbles that weaken the layer structure. Always dry your PETG, ABS, and ASA spools in a filament dryer before attempting critical structural prints. We dry PETG at 65°C for 6 hours, and ABS/ASA at 75°C for 8 hours to ensure clean extrusion without steam voiding.
Frequently Asked Questions (FAQ)
Q1: What is the strongest FDM 3D printing filament among PLA, PETG, ABS, and ASA?
While PLA has the highest raw tensile strength (up to 50-60 MPa) under slow, steady loads, it is brittle and shatters under sudden impact. PETG is tougher and has better impact resistance, whereas ABS and ASA offer the best balance of mechanical strength, impact tolerance, and thermal durability for functional, real-world parts.
Q2: Why does ABS require a heated enclosure while PLA does not?
ABS has a high thermal contraction rate, meaning it shrinks significantly as it cools. In an open-frame printer, the rapid drop in temperature causes uneven thermal shrinkage, leading to warping and layer separation. PLA has a very low shrinkage rate and a lower glass transition temperature, making it stable without an enclosure.
Q3: Is ASA really better than ABS for outdoor applications?
Yes, ASA is highly UV-resistant and weather-resistant, meaning it will not turn yellow, brittle, or lose mechanical strength when exposed to sunlight. ABS degrades quickly under UV radiation, making ASA the superior choice for outdoor functional components.
Q4: Does PETG suffer from printability issues compared to PLA?
Yes, PETG is highly hygroscopic and prone to stringing and oozing. It requires careful drying and precise retraction settings. However, it does not require an enclosed print chamber like ABS or ASA, making it a highly accessible bridge material between aesthetic PLA and high-performance ABS.
Q5: Can I smooth ASA and ABS using chemical post-processing?
Yes, both ABS and ASA can be smoothed using acetone vapor, which melts the outer layer of the print and fuses it, erasing layer lines and creating a glossy, injection-molded appearance. PLA and PETG are highly resistant to acetone and cannot be chemically smoothed in this way.
About the Author: Dinu Suciu
I am Dinu Suciu, the founder and chief operator of 3D Print Book. Having run a dedicated FDM printing workshop for several years, I specialize in material testing, mechanical design adjustments, and scaling up production runs using FDM technology. I only work with FDM processes, which has allowed me to master the nuances of heat bed calibration, custom enclosure design, and high-performance filament extrusion. If you are designing a part and need expert feedback on material selection, mechanical strength, or slicing configurations, please get in touch with me directly through our contact page.